
Кузовной ремонт
Первоначально следует тщательно смыть всю грязь с поверхности транспортного средства, очистить кузов от жировых и битумных пятен. Изобилие специальных моющих средств, которые легко найти в любом автомагазине, поможет выполнить эту процедуру качественно и оперативно.
Удалить устаревшие пятна можно с помощью уайт-спирита. Использовать какие-либо растворители или бензин для очистки кузова нельзя.
Далее демонтируются все навесные детали автомобиля, такие как:
- передний и задний бампер;
- светооборудование (фары, подфарники, повороты и т.д.) ;
- зеркала заднего вида;
- решетка радиатора;
- дверные ручки и замки;
- дворники;
- номерные знаки.
Снятые детали следует вычистить и помыть, после чего сложить в отдельном месте. Стекла обклеиваются пленкой или бумагой, а их уплотнительные резинки скотчем или специальной контурной (малярной) лентой.
Видео — подготовка к покраске автомобиля своими руками (как оклеить автомобиль перед покраской):
В целях экономии времени на демонтаж, некоторое навесное оборудование также можно заклеить подобным способом
Важно полностью исключить наличие остатков влаги, которая при дальнейшем обдуве пульверизатора может проявиться из-под уплотнительных резинок в виде маленьких капелек
Попадая на краску, вода образовывает многочисленные пузырьки, что негативно сказывается на внешнем виде окрашиваемой плоскости. Поэтому, вымыв машину, нужно дать возможность влаге полностью испариться.
Обклеить места, не подлежащие окрасу, можно и на завершающем этапе подготовки.
Молоток для выправки
Присоска для выправки кузова Представляет основной инструмент для выколачивания и последующей рихтовки поверхности автомобиля. Отличается небольшой по толщине ручкой и разносторонним бойком – одна сторона имеет квадратную поверхность, вторая – закругленную. По этой причине молоток для выправки является универсальным и может использоваться для восстановления любых повреждений.
Как правильно подготовить автомобиль к покраске?
Прежде чем готовить автомобиль к покраске надо ответить на три важных вопроса, – какой краской покрасить автомобиль, где будет осуществляться покраска, кто будет красить. Про это у нас есть отдельные статьи.
Подготовка автомобиля к покраске состоит из нескольких этапов, не зависящих от типа краски и места окрашивания.
Этап 1 – Разборка.
Любая подготовка к покраске начинается с полной или частичной разборки. Дело в том, что с навесных элементов кузова может отклеиться пленка, или, что хуже, полететь пыль при окрашивании, соответственно все зеркала, дверные ручки, фонари, молдинги, лучше снять
Так же важно понимать, что под неснятую деталь, молдинг, например, нанести краску невозможно, соответственно там быстрее появятся очаги коррозии и ваша работа пойдет насмарку
Конечно, можно покрасить автомобиль и, не разбирая, но результат будет вот таким:

Лично я сторонник разборки, оклеивание имеет право на жизнь, но только если делать очень дешево и не для себя!
При оклеивании очень часто выходят казусы — налетела краска на бампер, на резинку, на стекло… и не всегда это получается исправить!
Этап 2 – Сварка и рихтовка.
На этом этапе удаляются проблемные места, вырезается гниль, зачищается ржавчина, правятся вмятины.
Вмятины можно и не править, а наложить огромные слои шпатлевки, многие, кстати, так и делают, но я считаю, что если кузовная панель не является дефицитной, и если стоимость её не превышает разумных пределов, лучше её заменить.

У меня есть знакомый, который 2 дня ремонтировал битый капот ваз 2114. Потратил он на него 2 банки (по 2кг) шпатлевки, кучу наждачной бумаги, и 2 дня шкурил…. Итог – зазоры вышли кривые! Потрачено 4500 рублей денег, 2 дня времени, в то время когда дешевый капот «начало» стоит 3000 рублей.









Поймите правильно – зазоры так и так вышли кривыми, но работы заменить и покрасить капот куда меньше, чем лепить его из шпатлевки! Да и качество покрытия получиться много выше!
Договорились – на этом этапе по максимуму убираем ржавчину и выводим форму кузова ИЗ ЖЕЛЕЗА!
Этап 3 – Матование и/или удаление старого ЛКП.
На этом этапе удаляются все поврежденные места старого лакокрасочного покрытия. Не обязательно удалять все старое покрытие. Если краска держаться хорошо и не отслаивается лучше её не трогать! Но если принципиально удалить все старое покрытие полностью есть несколько вариантов, смывка, пескоструйка, обдирка щетками на дрели болгарку, ошкуривание и т.п. У нас на сайте про это есть отдельная статья.
Этап 4 – Доводка шпатлевкой.
На этом этапе требуемая форма кузова выводиться при помощи различных шпатлевок. Шпатлевка наноситься шпателем на предварительно подготовленную (заматована наждачной бумагой 40-80-180 и обезжирена) поверхность.
После высыхания шпатлевки требуемую форму выводят наждачной бумагой с номерами 40-80-180. Шпатлевка наноситься любым количеством слоев, притом, чем слоев больше, тем меньше вероятность дальнейшей её усадки.
Под грунт шлифовку шпатлеванной поверхности мы заканчиваем наждачной бумагой с номером 240.
Про то, как наноситься и затирается шпатлевка, предлагаю посмотреть следующее видео:
Этап 5 – Грунтование.
На этом этапе на все окрашиваемые детали наноситься грунтовка. Под грунт вся поверхность, на которую он наносится, должна быть заматована наждачной бумагой с риской 240 и обезжирена. Так же желательно обклеить те детали, на которые при нанесении не должен попасть грунт.

Этап 6 — Финишное матование.
После того как грунт полностью просохнет (для акрилового грунта это 24 часа при температуре 20 градусов Цельсия). Необходимо заматовать всю поверхность грунтовки.
Нанесение мата производиться наждачной бумагой с номерами 240-360-400-500 под акрил, 240-360-400-500-600-800 под металлик.
Матование желательно проводить с водой, так меньше забивается наждачная бумага и ускоряется скорость обработки, хотя по технологии это делается на сухую.
Этап 7 – Оклейка.

На этом этапе оклеиваются пленками (или газетой), все те элементы на которые при окраске не должна налететь краска, например, оконные проемы, элементы салона, моторный отсек и т.д и т.п.
Пленку, нанесенную на этапе грунтования лучше переклеить, так как при окраске со старой пленки хлопьями полетит грунтовка.
Так же непосредственно перед покраской, необходимо продуть все места кузова, откуда может при окраске вылететь пыль.
Непосредственно перед покраской все окрашиваемые детали необходимо протереть ветошью смоченной смывкой силикона.
На этом у меня сегодня все. Я надеюсь, что после прочтения статьи у вас не осталось вопросов по теме как правильно подготовить автомобиль к покраске. Если у вас есть что дополнить или какие-то моменты вам не ясны, оставляйте комментарии.





![Как подготовить авто к покраске [пошаговая инструкция] - mensdrive.ru](https://asx-club.su/wp-content/uploads/d/c/5/dc56d3384d1d8fc5af59a14b6667ff84.jpg)



Комментарии
Правильная приёмка и проверка качества выполненной работы
После проведённых работ в организации сервисного обслуживания стоит внимательно подойти к оценке качества процессов восстановления. Проверка должна осуществляться по нескольким направлениям:
- восстановление общего положения контрольных точек, которые определяют геометрию силовых кузовных элементов;
- обеспечение защиты и прочности кузова, рамы, а также большого количества силовых элементов;
- восстановление скрытых кузовных элементов, которые получили сильное повреждение;
- восстановление формы у наружных поверхностей и их стыковки с расположенными рядом элементами;
- грамотный подбор цветового решения лакокрасочного покрытия;
- общее качество окрашивания кузова;
- восстановление антикоррозийного покрытия;
- функционирование и регулировка шарниров капота и дверных конструкций, герметичность их прилегания;
- отсутствие протечек в остеклении и багажном отделении;
- отсутствие следов проведённого ремонта.
Желательно завершить проверку контрольной поездкой, чтобы оценить сохранение общей курсовой устойчивости и проверить шумы, которые могут возникнуть при нарушении герметичности многочисленных проёмов в транспортном средстве.
Разновидности автомобильных шпаклевок
По типу основы шпаклевки делятся на:
- нитроцеллюлозные;
- полиэфирные;
- акриловые.
Теперь охарактеризуем каждый вид более подробно.
Акриловая жидкая шпаклевка
Этот вид шпаклевки удобен для обработки больших поверхностей. С помощью акриловой шпаклевки в мастерских устраняют глубокие риски и поры.
Благодаря жидкой консистенции ее используют также вместо финишной шпаклевки, непрактичной при обработке поверхностей большой площади. Для нанесения используют распылитель.
Крупнозернистая шпаклевка универсального назначения
Материал с эластичной структурой, имеющий высокую адгезию. В мастерских автосервиса применяется для выравнивания глубоких вмятин. В состав крупнозернистой шпаклевки включен наполнитель грубого помола, содержащий металлическую пудру и мел.
Шпаклевка, содержащая стекловолокно

Идеальное средство повышенной эластичности для реставрации поврежденной поверхности. Применяется для заделывания пробоин и участков, поврежденных коррозией. С помощью этого средства выравнивают наиболее глубокие неровности.
Материал легко накладывается толстыми слоями и покрывается финишной шпаклевкой. Твердая структура и армирующие свойства тонких стекловолоконных нитей позволяют восстановить поверхность при серьезных повреждениях кузова.
Шпаклевка финишная мелкозернистая
Такие расходные материалы для покраски автомобиля как финишные шпаклевки могут быть использованы также и для ремонта. Например, элементов из стеклопластика. В основном этот вид шпаклевки применяется после шлифовки и обработки поверхности крупнозернистым материалом.
Акриловая однокомпонентная шпаклевка
Применяется после грунтования, если на поверхности остались видимыми мелкие поры. Неровности на стекловолокне также можно устранить с помощью этой шпаклевки. База краски-металлик или эмаль могут быть нанесены непосредственно поверх слоя этой шпаклевки. Шпаклевка для работы с пластиком

Отличается мягкостью и эластичностью, высокой адгезией при работе с пластиком различной степени жесткости. С помощью этого материала выполняется реставрация различных элементов отделки салона.
Для чего нужны грунтовки
Грунты наносятся на поверхности, предварительно обработанные шпаклевками.
Грунтом обрабатывают участки шпаклевания при кузовном ремонте.
- эпоксидные грунтовки используются для устранения мелких неровностей при покраске и шпаклевании кузова, обеспечивают мощную защиту поверхности кузова от коррозии;
- адгезионные грунтовки для пластика используются при окраске пластиковых деталей автомобиля, обеспечивают прочное сцепление пластика и лакокрасочного покрытия;
- акриловые грунтовки служат для окончательного выравнивания поверхности и применяются перед нанесением эмали. Этот вид грунта универсален в отношении всех типов автомобильных красок.
Инструменты и материалы для ремонта
В половине случаев необходимость полноценного ремонта днища обнаруживают мастера на СТО при плановой диагностике автомобиля. Когда машину поднимают на эстакаду, слесарю проще увидеть коррозионные бляшки на металле, вмятины от ударов и пр. Стоимость ремонта зависит от степени повреждения, в мастерской это оправданно высокая цена от 10 000 руб. только за переварку порогов.

Но в случае с кузовом степень повреждения металла может быть чрезмерной и потребуется не ремонт днища с накладыванием заплат, а полная или частичная замена несущих элементов. Многие водители выбирают гаражный ремонт, это в 10-15 раз дешевле, если мастер имеет навыки в газо- или электросварке, стоимость работ оказывается минимальной.







Перед тем как заварить днище автомобиля своими руками, необходимо приготовить инструменты и материалы:
- карбид кальция, баллон с кислородом, если используется газосварка;
- медная проволока, углекислота, если сварка выполняется полуавтоматом;
- металл для заплат;
- сменные круги на шлифовальную машинку;
- битумная мастика, парафиновый антикор для обработки внешней и внутренней поверхности дна;
- шпатлевка.
Оборудование и инструменты, которые потребуются для ремонта:
- болгарка (углошлифовальная машинка);
- зубило с широким лезвием;
- сварочный аппарат;
- ножницы по металлу;
- рихтовочные молотки;
- электродрель.
В процессе работ может понадобиться обезжириватель, аппарат точечной сварки для прихвата, наждачная бумага Р-80.
Ошибки при проведении ремонта
Все ошибки при кузовном ремонте вытекают из несоблюдения технологии. Это могут быть:
- плохо очищенная изнутри ржавчина;
- перетянутый металл, в результате чего «ушли» зазоры, изменилась геометрия;
- не выведенные в линию ребра — после покраски (тем более лакировки базы) они особенно заметны;
- плохо обезжиренная перед покраской поверхность — достаточно коснуться голой рукой, чтобы оставить «жирное пятно» отпечатка пальца;
- песочек, попавший в слой краски, который не убрали полировкой;
- локальная окраска части детали или кузова, которую сделали без перехода — ни один компьютерный подбор не даст полного совпадения колера старой и новой краски.
Сварочное оборудование и инструмент
Предусмотрены различные категории сварочных аппаратов, отличающихся по функционалу и предназначению. Если необходимо сварить раму, или выполнить другую подобную задачу, рекомендуется оборудование переменного тока. Но этот инструмент малоэффективен, если нужно убрать мелкие дефекты. Также требуется наличие дополнительных устройств, таких как струбцины. Они обеспечивают более простое выполнение задачи.

При самостоятельном техобслуживании рекомендовано использование:
- вольфрамового электрода;
- углекислотного полуавтомата;
- зажимов для кузовного ремонта.
Сварочные аппараты отличаются по качеству шва. Также ассортимент представлен простыми и сложными приборами. Приобретая сварочное оборудование, необходимо определить, какой показатель качества работ обеспечивается, и сможет ли с ним справиться автовладелец.
Кузовной ремонт автомобиля своими руками: основные виды работ
Без помощи профессионалов можно проделать достаточно широкий спектр ремонтных процедур, а именно: покрасить кузов, предварительно зачистив, загрунтовав, зашпатлевав, установив заплаты, выровнять геометрию, покрыть защитными составами.
1. Покрасочные работы
1.1. Избавление от коррозии
Прежде чем приступить к покраске, нужно убрать коррозийные очаги. При этом применимы разные методы: механические, с использованием шкурок, дрели, химические. Первая группа методов технически сложнее. Параллельно обработке от коррозии рекомендуется наносить антигравийную защиту.
Важно отметить, что недопустимо пользоваться водой, надо приобрести специальные составы. Кузов предварительно очищается от грязи, пятен краски и проч
Как должен быть проведён ремонт автомобиля своими руками видео ролики, размещённые в Интернете, отображают доступно. Так, на них показано, что наклейки легко снимаются после действия на них потока горячего воздуха строительного фена с последующим нанесением растворителя.
Поверхностная ржавчина удаляется дрелью, снабжённой виниловым кругом, а пластовая – специальным ножом кузовщиков. Труднодоступные очаги можно устранить наждачкой.
1.2. Грунтование, шпатлевание










Наиболее популярный грунтовочный материал – акриловый белый грунт. По окончании грунтования переходят к шпатлеванию.
Применяется 2-х компонентная шпатлёвка, к которой вносится отвердитель; готовой смесью замазывают повреждения. Пластиковые детали предполагают использование шпатлёвки, содержащей стекловолокно. Её распределяют несколькими слоями и шлифуют. В конце шпатлёвочных работ наносится финишный тонкий слой. Также существует доводочная шпатлёвка, помогающая устранять дефекты ранее нанесённых слоёв, красочные потёки.
Пробоины, вмятины устраняются выдавливанием, выбиванием дефекта. При этом необходим автоген, можно пользоваться также вытягивающими крючками. В случае сквозной пробоины способна помочь припаиваемая металлическая заплата. Проще всего это сделать непрерывным сварным швом. При необходимости наносится шпатлёвка, затем матируется поверхность и покрывается адгезионной риской. После обработки шкуркой наносится специальный обрабатывающий раствор, следом – 2-слойная грунтовка: фосфатная и акриловая.
Но ремонт автомобиля своими руками при наличии сквозного кузовного дефекта часто невозможен без замены детали. При выборе оригинальной, проблем с установкой не возникнет, а вот неоригинальные запчасти потребуют точной подгонки под авто.
Только после завершения этих мероприятий машину можно красить.
3. Как выравнивается геометрия
3.1. Вакуумный способ
На месте вмятины закрепляются присоски, а металл вытягивается без надобности покраски.
3.2. Вытягивание с помощью зацепа
Применимо в областях крупных повреждений. В центральную часть вмятины вкручивается саморез, а изгиб вытягивается инерционным молотком. Дырки от саморезов затем надо зашпатлевать и закрасить.
Проводится с разбором кузова. На детали отмечается граница вмятого участка. Подставив под внешнюю поверхность опору, нужно аккуратно выстукивать повреждение с внутренней стороны.
Каким образом осуществляется ремонт автомобиля своими руками видео, снятое умельцами, показывает наглядно. Причём это может быть не только ремонт кузова, но и починка любой части авто.
Колодийчук Андрей, специально для ByCars.ru
В чем разница между парфюмом, одеколоном и туалетной водой
Восстановление в организации, выполняющей кузовной ремонт
Если проблемы осложнены сильными вмятинами или выходом из строя функциональных элементов, если восстановление не связано со страховым случаем и вышел гарантийный период ремонтных работ автомобиля, то для проведения таких мероприятий, как удаление царапин на кузове автомобиля без покраски, стоит обратиться в СТО.
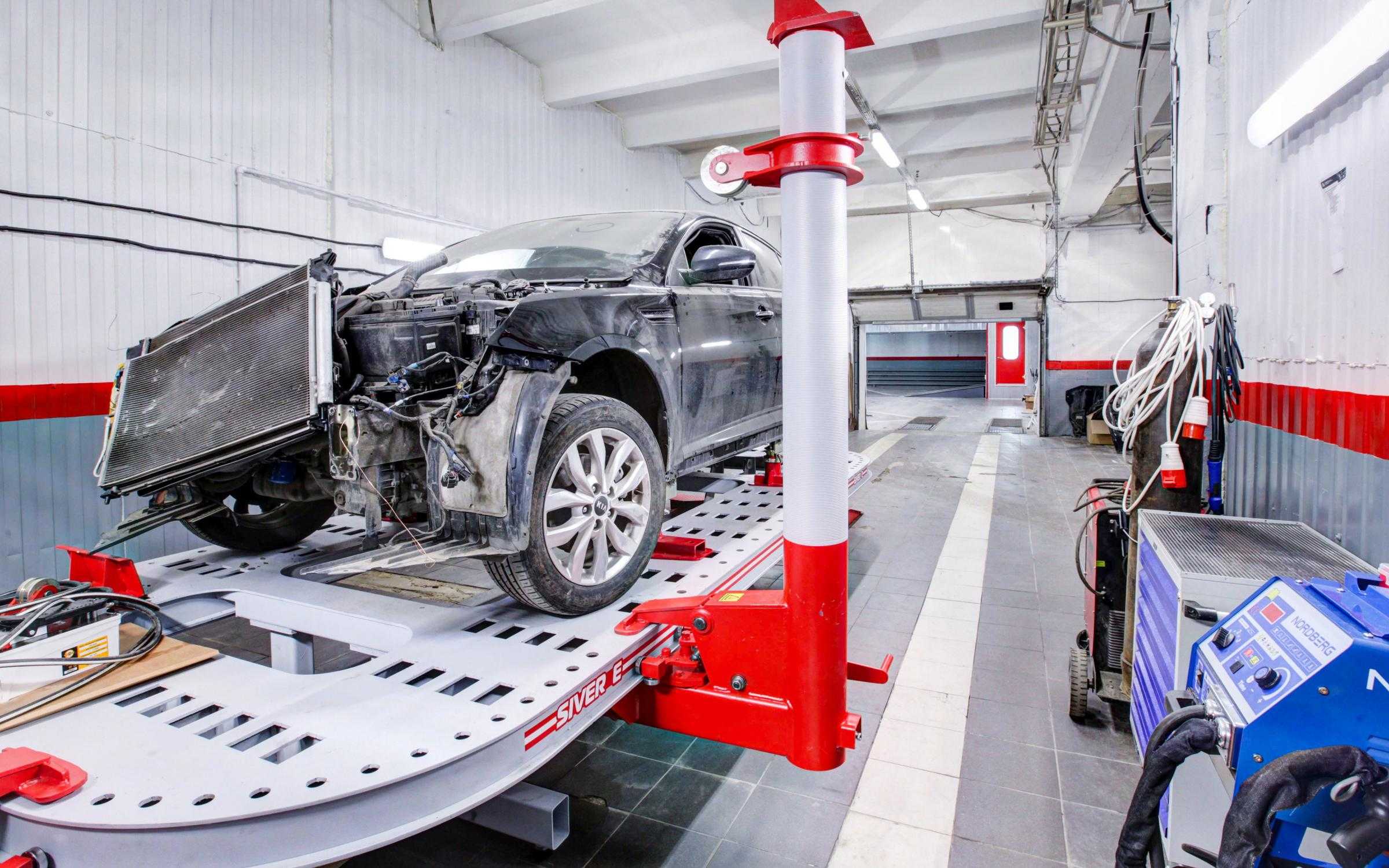
Это оптимальная возможность устранить проблему посредством применения специализированного оборудования. Процесс восстановления в подобных организациях осуществляется в два основных этапа:
- Восстановление геометрии и установленных производителем размеров кузова. На данном этапе мастера используют зажимы, стапели, специальные растяжки, а также проводят полную диагностику авто при помощи современного оборудования.
- Нанесение качественных антикоррозийных защитных составов на кузов. Здесь используются специальные восковые составы, разного рода абразивы и жидкое стекло.
При грамотно проведённой диагностике и применении самого современного инструментария удаётся предотвратить образование и последующие ремонт достаточно серьёзных проблем.
При восстановлении кузовной части авто в СТО трудятся такие специалисты, как жестянщик, автомеханик, колорист, а также специалист по малярным работам. С таким процессом, как рихтовка без покраски и полное окрашивание авто, в состоянии справиться только очень опытный сотрудник. Если осуществляется покраска авто после серьёзной деформации ЛКП, выбор правильного уникального оттенка имеет чрезвычайное значение. Эти занимается профессиональный колеровщик.








Высокого качества услуги по ремонту кузова и полный спектр сервисных процедур в состоянии вернуть транспортному средству идеальный внешний вид и лоск новизны.

Гниение
Самая «популярная» в кавычках причина, из-за которой повреждается кузов автомобиля. В российских климатических условиях машина подвергается очень большим нагрузкам, особенно зимой. В это время года дороги посыпают непонятно чем. В результате гниют даже Вольво и Ауди, а кузова этих машин, как известно, оцинкованы не на шутку, но и они не выдерживают химсостава реагентов.

Гниение кузова
Прогнившие элементы в процессе качественной реставрации кузова необходимо в обязательном порядке демонтировать. На их место ставятся новые детали или заплаты, все качественно грунтуется и покрывается несколькими слоями лака.
Подготовка кузова автомобиля к зимовке также входит в обязанности кузовщика, проводящего качественную реставрацию. Все наиболее уязвимые детали каркаса обрабатываются специальными антикор составами.
Заключение
- Для того, чтобы работы закончились вовремя и не разочаровали автолюбителя, у мастеров, занимающихся кузовным ремонтом, должно быть современное техническое оборудования как для работы с кузовом, так и с покраской. Не стоит обращаться в первую попавшуюся контору, ведь сегодня на территории страны зарегистрировано огромное количество автосервисов, однако многие из них не могут похвастаться ни современной техникой, ни высокой квалификацией своих сотрудников.
- Не меньшее значение отводится и качественным расходным материалам. Их надо подбирать с учётом марки автомобиля. В противном случае ремонт не позволит решить проблемы, появившиеся после происшествия.
- Все профессиональные мастера строго следуют технологиям малярных работ вне зависимости от того, что именно они красят. Если этого не сделать, то покраска будет выполнена неправильно и её придётся повторить, а это дополнительные финансовые и временные затраты.
Без каких инструментов не обойтись при проведении кузовного ремонта?

Работы по восстановлению кузовов автомобилей осуществляют как в автосервисах, так и в домашних и гаражных условиях своими руками. Для этого требуются инструменты для кузовного ремонта автомобилей, которые рассмотрены в приведенной статье.
Обустройство помещения
Если одиночные ремонтные работы можно производить в бытовых условиях обычного гаража, то для регулярного осуществления кузовного ремонта следует превратить его в специализированное помещение. Прежде всего, следует оборудовать гараж смотровой ямой либо эстакадой в зависимости от особенностей помещения. Для создания эстакады можно использовать пиломатериалы.
Также для обеспечения возможности работы в гараже на протяжении всего года следует оборудовать его отоплением, к тому же потребуется утепление.
Нагревать помещение потребуется лишь на срок осуществления кузовных работ, а не постоянно, поэтому лучшим вариантом отопительного оборудования для такого гаража является тепловая пушка.
Это устройство обеспечивает интенсивный нагрев, который требуется для покраски.
Для подключения тепловой пушки потребуется сеть. К тому же при кузовном ремонте используют как пневмо-, так и электроинструменты, которые требуют источника питания, следовательно, необходимо провести сеть в гараж. Наконец, желательно создать места в виде ям под крупногабаритные инструменты, такие как компрессор и сварочный аппарат.

Классификации оборудования
Существует несколько классификаций инструментов для кузовного ремонта. Так, по назначению их подразделяют на такие системы:
- сварочные;
- компрессоры;
- шлифовальные;
- рихтовочные;
- инструменты чистовой доводки;
- измерительные системы.
По этапам кузовных работ, к которым относятся выправление вмятин, удаление коррозии, покраска и подготовка к ней, инструменты подразделяют на соответствующие категории. Помимо этого рассматриваемая классификация включает группу дополнительных материалов.
По принципу функционирования оборудования для кузовного ремонта его классифицируют на ручные и автоматические инструменты. Модели второго подтипа по источнику питания подразделяют на пневмо- и электроинструменты. К первым относят, например, шлифовальные машины, в то время как краскораспылитель — это пневмоинструмент.
Сварка
Сварочные аппараты также подразделяют на несколько типов, каждый из которых имеет определенные особенности функционирования и осуществления работ. При этом они обеспечивают различное качество сварных швов. Следовательно, выбирать сварочный аппарат для осуществления кузовных работ своими руками нужно на основе требований к их качеству и навыков исполнителя.
Так, агрегаты переменного тока подходят для восстановления крупных неисправностей вроде сварки рамы, однако такие инструменты не используют для устранения мелких дефектов.
При кузовном ремонте своими руками обычно используют вольфрамовый электрод либо углекислотный полуавтомат.
Компрессоры
Эти устройства также различаются по конструкции. Встречаются поршневые и диафрагменные модели компрессоров, а объем ресивера может быть от 20 до 50 л. Рассматриваемый инструмент для кузовного ремонта желательно оснастить маслоотделительным фильтром. Компрессоры обеспечивают воздухом пневмоинструмент. Также для покрасочных работ потребуется приобрести и сам пневмоинструмент, представленный покрасочным пистолетом.

Рассмотренные инструменты для кузовного ремонта являются наиболее крупногабаритными, поэтому вышеупомянутые ямы в гараже оборудуют именно под них.
Рихтовка
Приспособления для ремонта вмятин и дефектов кузова отличается разнообразием. Рихтовочные инструменты представлены:
- молотками;
- ложками;
- наковальнями;
- блоками насечки.
Наиболее оптимальными вариантами рихтовочных молотков считают двусторонние инструменты со сторонами различной формы. От прочих молотков рихтовочные отличаются массой и материалами. Для обеспечения возможности правки вмятин различных размеров и форм следует приобрести набор рихтовочных молотков.
Рихтовочные молотки при кузовном ремонте своими руками применяют в комплекте с наковальней либо с различными блоками, предназначенными для смягчения ударов.

Еще один инструмент для кузовного ремонта автомобилей, относящийся к рихтовочным, представлен ложкой. Она предназначена для правки плоских бугорков небольших размеров путем распределения удара молотка по площади. Причем с данным инструментом можно использовать обычный молоток, однако острые складки нужно обработать рихтовочным молотком перед применением ложки.
Для правки вмятин в труднодоступных местах предназначен инструмент для кузовного ремонта, называемый фигурным стержнем. Он представляет собой инструмент длиной от 30 см до 1 м с наконечником в виде зубила или пробойника. Принцип применения близок к технологии использования названных инструментов.
Наковальни, предназначенные для кузовных работ, отличаются по форме от обычных. Встречаются варианты в виде пятки, куриного яйца, большого пальца. Различные наковальни применяют для правки в зависимости от формы вмятин, поэтому для осуществления кузовных работ своими руками желательно иметь несколько вариантов данных приспособлений.
Блоки насечки являются вспомогательными инструментами для кузовных работ. Они служат для определения мест применения силы и поддержки металла при осуществлении правки. Для этого рассматриваемые приспособления размещают с обратной стороны обрабатываемого фрагмента кузова. После нанесения ударов по нему на блоке насечки остаются следы.

Шлифовка и полировка
Оборудование, предназначенное для зачистки, к которому относится наждачная бумага, шлифовальные и полировочные машины, называют инструментами чистовой доводки.
Что касается наждачной бумаги, при кузовных работах для правки и зачистки рабочих поверхностей наиболее часто применяют варианты зернистостью Р120 — Р500.
Для зачистки листового металла и обработки шпатлевки применяют кузовные напильники, которые отличаются наличием держателя изогнутой формы с изменяемой геометрией, что обеспечивает возможность правки труднодоступных мест.
Электроинструменты, представленные шлифовальными машинами, служат для правки крупных неровностей, а также для удаления лакокрасочного материала и грунтовки.

Прочие приспособления
- Измерительные приборы представлены как механическими, так и электронными вариантами.
- К расходным материалам для кузовных работ относят наждачную бумагу, грунтовку и наполнитель. Их применяют на этапе покраски.
- Для нанесения лакокрасочного материала используют пневмоинструмент, представленные краскораспылителями.
- Группа материалов для удаления коррозии включает: преобразователи ржавчины, щетки, антикоррозийные мастики, наждачную бумагу, растворители, ветошь, грунт
- К материалам для подготовки к покраске относят: растворители, абразивные материалы, шлифовальные машины, ветошь, шпаклевочные растворы, грунт.
- Материалы для покраски: базовые эмали, лаки, пневмоинструмент в виде краскораспылителей.
- Дополнительные материалы: разъемы для монтажных работ, шпатели, клей-герметик, маскирующие малярные ленты.
Рихтовка своими руками

В этой статье рассмотрим как осуществляется рихтовка своими руками. Подробно разберём структуру повреждений, этапы, принципы и приёмы рихтовки, а также классические рихтовочные инструменты и их применение. Основные принципы рихтовки могут пригодиться и при применении споттера с вытягивающими устройствами. В конце статьи рассмотрим примеры правильного и неправильного устранения деформации кузовной панели.
Можете также прочитать статьи о выравнивании и вытягивании кузова автомобиля, где также рассматриваются методы устранения аварийных повреждений.
Содержание статьи:
- Введение
- Прямое и второстепенное повреждение
- Инструменты для рихтовки
- Рихтовка своими руками. Этапы ремонта
- Методы рихтовки
- Усадка растянутого металла
- Пример ремонта простой деформации кузовной панели
Итак, начнём с теории.
Можно выделить три характеристики листового металла:
- Пластичность
- Эластичность (упругость)
- Жёсткость (наклёп)
Пластичность позволяет металлу менять свою форму при приложении достаточной силы. Это то же самое свойство, которое позволяет отштамповать металл в любую кузовную панель.
Упругость – это свойство металла, которое позволяет ему восстанавливаться до оригинальной формы, после устранения напряжения.
Жёсткость лист металла получает при штамповке на заводе. Это можно назвать «памятью». Происходит наклёп отдельных зон, которые и придают форму кузовной панели. Металл получает внутренние напряжения.

Металл кузовной панели, который не был растянут или смещён, имеет тенденцию возвращаться в своё изначальное положение. В этом случае он не гнётся дальше, чем ему позволяет его упругость. Однако, если металл погнулся дальше своей упругости, то молекулы в месте сгиба деформируются и уплотняются, и из такой позиции металл не возвращается сам. Металл в этой зоне становится жестче и сопротивляется выравниванию. Происходит деформационное упрочнение детали (наклёп).
Металл с упругой деформацией восстанавливается после прекращения воздействия. Пластическая же деформация остаётся неизменной после исчезновения воздействия. Нужно выправлять зоны с пластической, а упругая деформация возвратится сама, так как она удерживается только за счёт пластической деформации.
Кузовные панели состоят из трёх базовых форм: сильно выпуклые, средне выпуклые и слабо выпуклые. Также могут иметь комбинацию изгибов (выпуклостей) и рёбра жёсткости. Выпуклость панели влияет на то, как металл отреагирует на удар. Удар по слабо выпуклой панели сдвигает металл внутрь, сокращая его (становится короче). Сильно выпуклая панель при ударе формирует изгибы (возвышенности) по краям вмятины. Более подробно об этом можете прочитать здесь.
Прямое и второстепенное повреждение
Можно разделить прямое и непрямое (второстепенное) повреждение. Прямым повреждением является область кузовной панели, которая была в непосредственном контакте с объектом, который вызвал повреждение. Это место может иметь нарушение целостности лакокрасочного покрытия или разрыв металла.
Непрямое повреждение имеет погнутый и искажённый металл, расположенный в области, прилегающей к прямому повреждению. Иногда второстепенная деформация может располагаться в нескольких десятков сантиметров от зоны прямого повреждения. Его сложно полностью определить и проанализировать.
При восстановлении повреждения, метод ремонта определяется возможностью доступа к повреждению с обратной стороны кузовной панели. Если есть доступ с обеих сторон повреждения, то используется метод рихтовки при помощи молотка и поддержки. Если есть доступ только с одной стороны, то применяются другие техники ремонта, такие как вытягивание при помощи споттера, при помощи клеевой системы или вакуумной присоски.
При ремонте повреждений нужно стараться выбирать наиболее лёгкий путь. Даже если Вы имеете специальное оборудование, то это не значит, что его нужно везде и всегда применять. По возможности, применяйте простые инструменты, а при необходимости, включайте в работу более сложные. Иногда вмятину можно выдавить с обратной стороны рукой, без какого- либо инструмента. Нужно помнить, что сейчас автопроизводители используют достаточно тонкий металл при производстве кузовных панелей, поэтому не требуется больших усилий, чтобы восстановить деформацию.
Инструменты для рихтовки
Рассмотрим классические инструменты для рихтовки повреждённого металла кузова, которые по-прежнему применяются в кузовном ремонте. Молоток/гладилка и поддержка являются базовыми инструментами для работы с повреждёнными кузовными панелями.
Рихтовочные молотки
Молотки могут быть разных размеров, форм и иметь разный вес. Ударные головки обычно круглой или квадратной формы. Также есть молотки, с другой стороны бойка которых острая ударная головка. Он используется на финишной стадии без поддержки. Острой частью можно убрать небольшую возвышенность или выправить небольшую ямку, после чего уже применить плоскую часть бойка с поддержкой для окончательного выравнивания.

Также есть молотки с ударными головками, имеющими зубцы, предназначенные для усадки растянутого металла. Ручки молотков изготавливают из дерева или стеклопластика.
Молоток обычно применяется для выправления небольших вмятин и возвышенностей. Нужно уметь простукивать нужные области, в нужное время и с нужным усилием. Рихтовочные молотки имеют немного выпуклый боёк (почти плоский). Это нужно, чтобы его края не касались и не повреждали металл панели при рихтовке.
Удары, используемые при рихтовании молотком с поддержкой, не должны делаться с усилием, как при забивании гвоздей. Они должны быть лёгкими, скользящими, ритмичными. Молоток нужно держать свободно и при ударе двигать запястьем. Опытный рихтовщик делает примерно 120 лёгких ударов молотком в минуту в одинаковом ритме. Молоток отскакивает и запястье поднимает молоток для совершения следующего удара. Пальцы контролируют молоток в начале и в конце удара. При движении бойка молотка вниз и вверх, конец его ручки совершает движение по короткой дуге. Рука расслаблена, но готова крепко схватить ручку молотка после его отскока.
Правильные движения молотком требуют определённого навыка. Молоток должен быть сбалансирован. Несбалансированный молоток будет отскакивать, беспорядочно смещаясь в разные стороны от цели удара. Такой молоток придётся держать крепко в течение всего удара и не получиться делать лёгкие удары. К тому же не получиться соблюдать ритм повторяющихся движений.
Кузовные ложки, гладилки

Кузовные ложки, как и любой рихтовочный инструмент, бывают разных форм и размеров. В зависимости от формы, кузовная ложка может применяться как рычаг, для выравливания вмятины с обратной стороны панели, как поддержка (в труднодоступных местах), а также вместе молотка (гладилка) и вместе с молотком, для распределения удара на большую площадь.
Гладилку можно использовать несколькими способами. При использовании с поддержкой, имеющей насечки, гладилка может осаживать металл.

Гладилкой хорошо работать на относительно плоских поверхностях. Она не растягивает металл, поэтому удары можно наносить сильнее, чем молотком. Гладилка ещё хороша тем, что она, благодаря своей площади, может одновременно «поднимать» вмятину и простукивать возвышенности вокруг этой вмятины.
Складки на металле в местах, где невозможно использовать молоток вместе с поддержкой, могут исправляться методом “молотком через гладилку” (см. рисунок). Гладилка рассеивает удары, распределяя их на большую площадь. Она помещается поверх жёстких возвышенностей и простукивается до момента, когда напряжение металла ослабнет.
Поддержки
Хорошие поддержки сделаны из кованного железа. Дешёвые могут быть сделаны из чугуна. Для универсальности, каждая поддержка может состоять из нескольких выпуклостей для соответствия разным контурам кузовных панелей.
При выправлении вмятины поддержка удерживается с обратной стороны панели с давлением, создаваемым рукой рихтовщика. При простукивании возвышенности, поддержка удерживается свободно, без давления.
Поддержка должна иметь форму, соответствующую изгибу ремонтируемой панели. Нужно простукивать возвышенности вокруг вмятины. Каждый последующий удар должен перекрывать предыдущий удар на половину диаметра ударной головки молотка. Так можно выправлять вмятину от периферии к центу.
Слишком сильные удары по поддержке через металл панели могут сделать его тоньше и растянуть.
Поддержка общего назначения может использоваться для грубого первоначального выправления повреждения (так как тяжёлая и имеет соответствующую большую закруглённую часть). Её применяют в разных местах, так как она имеет поверхности с разными изгибами и углами.

Поддержка в виде каблука имеет плоскую часть и слабо выпуклую. Такую поддержку удобно применять при выравнивании фланцев, а также на плоских и слабовыпуклых поверхностях. Её часто применяют при рихтовке дверей.
Поддержка в виде запятой (или клина) может применяться при рихтовке слабовыпуклых и сильно выпуклых панелей, а также в местах, куда другую поддержку невозможно поместить. Её можно легко просунуть и удерживать между усилителями.
Кузовной напильник
Кузовной напильник может использоваться на начальной стадии ремонта, для определения структуры повреждения, а также на завершающей стадии выравнивания металла. Рабочая часть сделана из очень прочной стали и имеет зазубрины. Держатель напильника имеет две ручки и винтовую стяжку для регулировки изгиба напильника. В зависимости от изгиба, уменьшается или увеличивается рабочая площадь напильника для удобства использования в разных местах панелей. Кузовные напильники бывают разных размеров, форм и могут иметь разное количество и конфигурацию зубцов. Менее грубые напильники могут использоваться на алюминиевых кузовных панелях.

Кузовной напильник может:
- Проявлять структуру повреждения на начальной стадии ремонта.
- Выявлять мелкие углубления и возвышенности при финишной рихтовки кузовной панели.
- Срезать небольшие возвышенности.
- Применяться на завершающей стадии выравнивания, когда используется тонкий слой шпаклёвки.
- Выравнивать сварочные швы.
- Обрабатывать поверхность после лужения и нанесения припоя на кузов (см. статью “лужение и пайка кузова автомобиля”).

Режущая часть зубцов должна быть направлена наружу, от мастера, держащего напильник. Напильник должен проделывать длинные проходы по всей длине панели. Если напильник застревает во время движения, то нужно ослабить нажим. Движения делаются только от себя, после сделанного прохода напильник нужно поднять и возвратить в исходное положение для выполнения нового прохода.
Сменные полотна могут иметь зубцы разного размера и расположенные с разной плотностью. Так, при финишной обработки, хороший напильник может подготавливать поверхность, даже не оставляя царапин. Это связано, как с размером и плотностью расположения зубцов, так и с их формой.


Напильник срезает металл, поэтому обработка не может быть многократной. Напильником нужно обрабатывать поверхность, двигая его от себя и немного боком (наискосок, 15–20 градусов). При движении напильника, его прижимную силу нужно смещать с передней части к задней. Получается, что он как бы качается. Нужно менять направления движения напильника, то есть двигать попеременно крест накрест.
Для выявления неровностей, вместо кузовного напильника можно использовать крупнозернистую шлифовальную бумагу на бруске или на орбитальной шлифовальной машинке. Принцип тот же. Нужно отшлифовать рихтуемую поверхность. Ямки будут не задеты абразивом, а выступы будут отшлифованы сильнее, чем вся поверхность, и будут иметь неотшлифованные области вокруг них. Если возвышенности совсем не высокие, то они отшлифуются и эта область панели примет нужный контур. При применении шлифовальной машинки, она должна двигаться медленно и равномерно, но не слишком медленно, чтобы не нагревать металл. При быстром движении абразив не будет успевать нормально шлифовать.
Шлифование крупным абразивом, как и обработка напильником, истончает металл панели, поэтому не должно применяться много раз на одной и той же детали кузова. Для обнаружения неровностей и шлифования мелких возвышенностей может использоваться шлифовальная машинка с абразивом P36-P80 . Машинку нужно двигать медленно, каждый её проход должен перекрывать предыдущий на 50%. На «голом» металле лучше всего использовать шлифовальные круги на основе абразива оксида алюминия, так как он наиболее прочный и износостойкий и обычно применяется для шлифования сплавов металла.
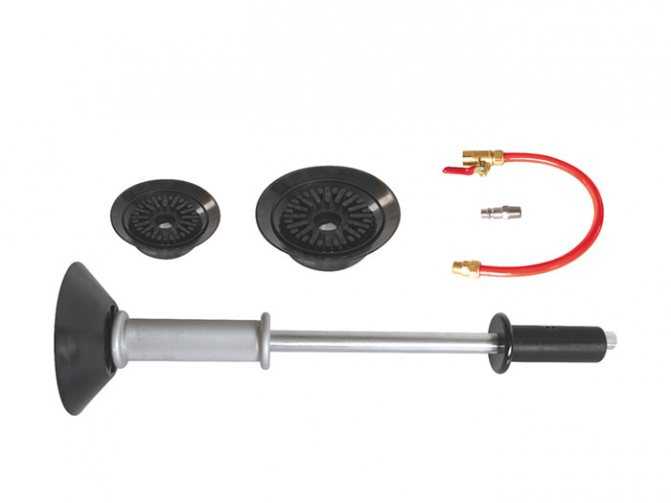
Надувные подушки и вакуумные присоски
Специальные надувные подушки используются с обратной стороны повреждённых панелей, для выдавливания вмятин большого размера. Они могут использоваться внутри дверей, задних крыльев и других панелей.
Вакуумная присоска может использоваться для вытягивания плавных вмятин. Она может иметь ручку или быть в составе молотка обратного действия.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:

- Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной. При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Методы рихтовки
Техника «молоток вне поддержки»
В этой технике молоток должен иметь небольшое расстояние (смещение) от поддержки. Поддержка давит на центр углубления на металле, в то время как Вы продолжаете простукивать возвышенности вокруг вмятины. Таким образом, возвышенности опускаются, а углубления поднимаются при каждом отскакивании поддержки. В большинстве случаев при грубой рихтовке нужно применять метод «молоток вне поддержки». Он используется при устранении большинства вмятин.
По возможности нужно всегда использовать гладилку вместо молотка. Гладилка больше прощает удары с неправильным усилием при рихтовке.
Гладилка и поддержка в этом методе не контактируют друг с другом. Этот метод хорошо подходит в ситуации, когда металл не получив значительного повреждения, может быть немного перенаправлен незначительным усилием для восстановления первоначальной формы. Методика «молоток вне поддержки» используется для поднятия углублений и возвышенностей одновременно. Эта методика применяется в основном на слабовыпуклых или плоских панелях, где металл достаточно податливый, в отличие от сильновыпуклых панелей.

Техника «молоток на поддержке»
Может применяться как для опускания возвышенностей, так и для выправления небольших вмятин. В этой технике нужно расположить поддержку прямо напротив повреждения. Молотком нужно не сильно простукивать металл, расположенный над поддержкой. При сильных ударах есть опасность растянуть рихтуемый металл. Нужно постоянно проверять металл прощупыванием, после чего продолжать рихтование до полного выправления повреждения. По возможности применяйте вместо молотка гладилку. Большое преимущество гладилки над молотком заключается в том, что она воздействует на большую площадь за один раз и удар распределяется более равномерно, чем удар молотком. Как было написано выше, гладилка хороша тем, что, благодаря своей площади, может одновременно поднимать углубления и опускать возвышенности на рихтуемом участке. При простукивании вмятины, нажимайте на металл поддержкой с достаточной силой. Если не надавливать с правильным усилием, то можно только увеличить повреждение. При простукивании возвышенности поддержку нужно держать наоборот свободно, без усилия.

Метод «молоток на поддержке» применяется при чистовой (финишной) правке. Также этот метод очень эффективен при выравнивании краёв панели.
Настоятельно рекомендуется, чтобы обратная сторона повреждённой панели была чистой, иначе это отразиться на качестве рихтовки. Поддержка должна быть правильно выбрана по форме. Слишком выпуклая форма поддержки сделает панель более выпуклой, а плоская – плоской.
При применении молотка с поддержкой должна быть развита координация. Поддержка должна находиться непосредственно под молотком.
Выправление вмятины молотком с острым бойком
Иногда, для выправления вмятины, можно применять молоток с острым бойком без поддержки. Такую технику нужно использовать очень осторожно, так как можно только усугубить повреждение. Идея заключается в том, чтобы поднять вмятину серией хорошо поставленных ударов молотком с острым бойком с обратной стороны панели. Вмятина должна выправляться не до конца. Вместе с поднятием вмятины получаются острые возвышенности от молотка, которые потом убираются дополнительным выравниванием. Неразумное применение такой техники может значительно растянуть металл и не дать удовлетворительного результата.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун). Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать». Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий. Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.

Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y ). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.

Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Читайте также по теме:
- Рихтовка вмятин. Применение молотка, гладилки, поддержки.
- Теория выправления вмятин. Подробно о рихтовке.
- Рихтовка, инструменты для рихтования.
Источник https://asx-club.su/materials/rashodnye-materialy-dla-kuzovnogo-remonta.html
Источник https://autokuz.ru/kuzovnoy-remont/instrument-dlya-kuzovnyx-rabot.html
Источник https://kuzov.info/rikhtovka-svoimi-rukami/